
How to Select a Reliable Pharmaceutical Intermediate Supplier for Custom Synthesis and Bulk Supply
How to Select a Reliable Pharmaceutical Intermediate Supplier for Custom Synthesis and Bulk Supply
Selecting the right pharmaceutical intermediate supplier is critical for drug development timelines, cost control, and regulatory compliance. This guide provides a structured framework to evaluate suppliers based on technical capability, quality systems, production scale, and commercial flexibility.
What Is a Pharmaceutical Intermediate?
A pharmaceutical intermediate is a chemical compound that serves as a building block in the synthesis of an Active Pharmaceutical Ingredient (API). These intermediates are produced through multi-step organic synthesis and must meet strict purity, impurity, and stability specifications before being further processed into finished medicines.
- Active pharmaceutical intermediate – directly participates in the final API structure
- Chiral pharmaceutical intermediates – required for enantiomerically pure drugs
- Steroid pharmaceutical intermediates – used in hormonal therapies
- Antibiotic intermediates for pharmaceutical synthesis – backbone for anti-infective agents
- High purity pharmaceutical intermediates – ≥98% purity, trace metal control
The Buyer's Challenge: Finding a Supplier That Matches Your Needs
Procurement professionals in the pharmaceutical industry frequently face these pain points:
- Inconsistent batch quality causing rework or API failure
- Lack of technical documentation for regulatory filings
- Inflexible minimum order quantities or long lead times
- Inability to customize molecular structure or specification
- Hidden risks in heavy metal, residual solvent, or microbiological contamination
Choosing a supplier like Haohong (Qihe) Pharmaceutical Technology Co., Ltd addresses these issues through a combination of in-house R&D, certified quality systems, and tailored services.
Why Supplier Qualification Matters in Pharmaceutical Intermediates
Pharmaceutical intermediates are classified as custom pharmaceutical intermediate synthesis or bulk pharmaceutical intermediates supply. The wrong supplier can delay drug registration, increase impurity-related risks, and inflate downstream costs. Regulatory bodies (FDA, EMA, PMDA) increasingly expect complete traceability from intermediate to finished product.
Key reasons to invest in supplier qualification:
- Regulatory compliance – ISO 9001:2015, GMP-grade production environment
- Quality assurance – full batch testing (HPLC, GC, NMR, IR, melting point)
- Supply security – stable large-scale capacity (annual output up to 1,000 tons)
- Cost efficiency – optimized synthetic routes reduce solvent and energy consumption
Step-by-Step Supplier Selection Framework
Step 1: Verify Technical Capability and Customization
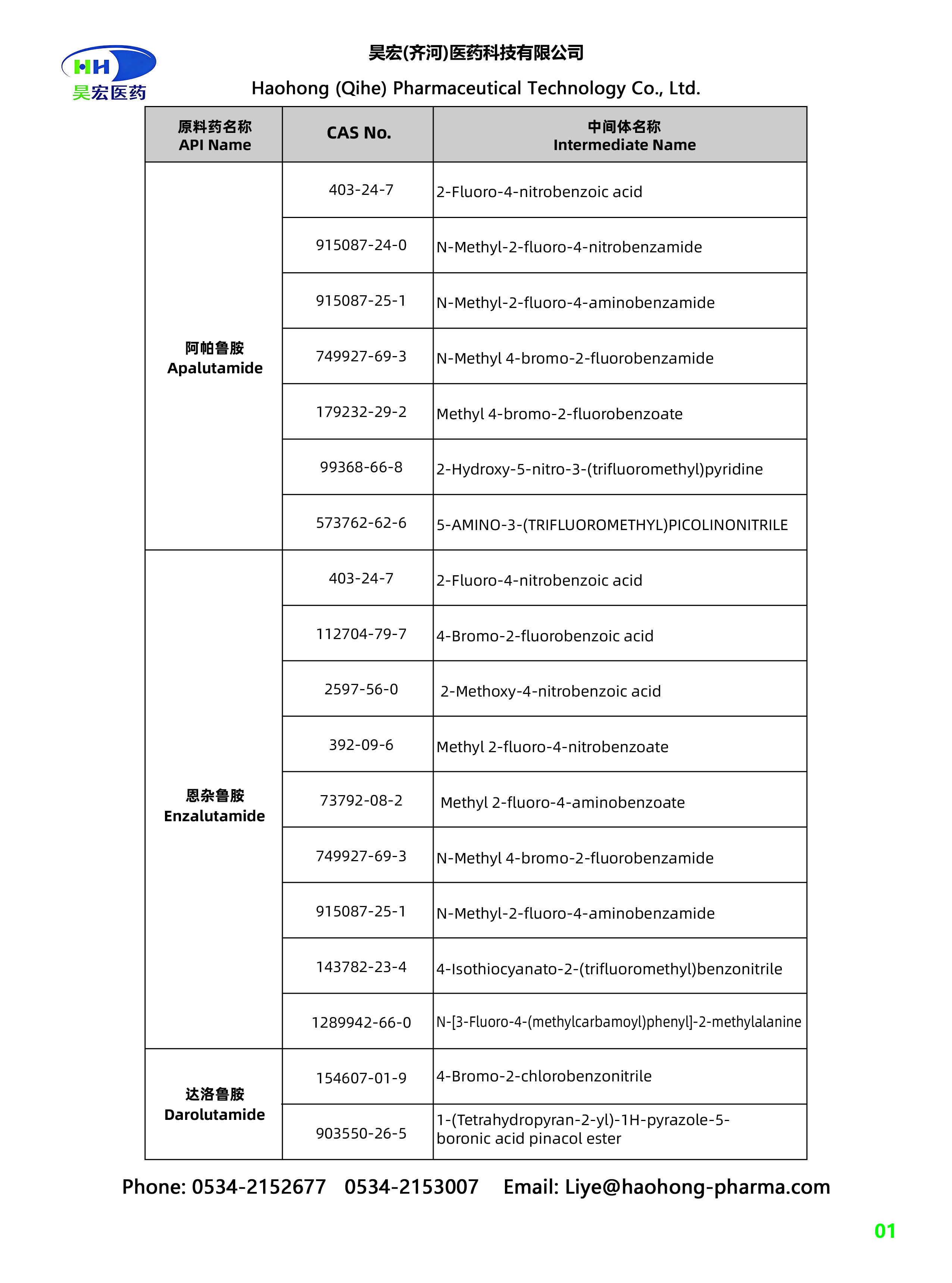
Does the supplier offer custom pharmaceutical intermediate synthesis? For oncology molecules such as Abemaciclib, Alectinib, and Apalutamide, the ability to modify structural, purity, process route, capacity, batch, and packaging parameters is essential. Haohong provides R&D and OEM/ODM customization, with a dedicated team of 30 engineers.
Step 2: Assess Quality Control Systems
Look for comprehensive QC covering appearance, chromatographic testing (HPLC/GC), structural identification (NMR/IR), physical and chemical indices, heavy metals, residual solvents, microbiological limits, and full COA documentation. Haohong is ISO 9001:2015 certified (certificate No. 174Q240545R0S) and holds multiple utility model patents for production equipment.

Step 3: Evaluate Production Scale and Lead Time
For bulk pharmaceutical intermediates supply, monthly capacity should exceed tens of metric tons. Haohong’s Liaocheng base operates 30 sets of 3,000–5,000L reactors, with an annual capacity of 1,000 tons. MOQ and lead time are both tailor-made, allowing flexibility for early-stage R&D (grams) to commercial-scale (hundreds of kilograms).
Step 4: Review Export Experience and Logistics
Suppliers exporting to regulated markets (USA, Europe, Japan, India, Bangladesh) understand customs clearance, documentation (DGD, MSDS), and packaging for temperature-sensitive intermediates. Haohong serves these markets with delivery terms including EXW, FOB, CFR, CIF, air freight, and DDP.
Step 5: Check Patent and IP Protection
Patented production equipment indicates process innovation. Haohong holds patents such as “A Gas Chromatography Device for Detecting Pharmaceutical Intermediates” (202521280279.3) and “A Waste Gas Absorption Device for Pharmaceutical Intermediates” (202521268255.6), ensuring compliance with environmental and safety standards.
Step 6: Request a Reference Case
A top-tier pharmaceutical group sourced Haohong’s intermediates for anti-cancer API synthesis. The results included high reaction yield, low impurity levels, stable batch quality, simplified downstream processes, and accelerated drug registration – directly aligning with buyer needs.
Step 7: Confirm After-Sales Support
Reliable suppliers offer technical process consulting, logistics after-sales, re-inspection services, and stable supply scheduling. Haohong’s service covers quality dispute compensation, sample re-inspection, and customized R&D iteration.
Comparison: Haohong Pharmaceutical vs. Industry Counterparts
| Parameter | Haohong Pharmaceutical | Industry Counterpart |
|---|---|---|
| Purity | ≥98% – 99% (HPLC) | ≥95% – 98% |
| Batch Stability | 10% above industry average | Variable |
| Technical Documentation | Full set (COA, MSDS, TDS, patent) | Limited or incomplete |
| Customization | Structural, purity, process, packaging | Minimal |
| Delivery & MOQ | Tailor-made | Rigid minimums |
Common Buyer Concerns – Addressed
Concern 1: “Can the supplier deliver consistent quality at scale?”
Haohong’s 30-engineer R&D team, ISO 9001:2015 system, and 1000-ton annual capacity ensure batch-to-batch reproducibility. Each batch is tested for HPLC purity, heavy metals, and microbiological limits before release.
Concern 2: “What if I need a modified intermediate structure?”
Custom synthesis is a core service. Haohong supports structural customization, route optimization, and scale-up from grams to hundreds of kilograms under ODM/OEM frameworks.
Concern 3: “How long does a typical custom order take?”
Lead time is tailor-made based on complexity. Standard intermediates may ship within 2–4 weeks; custom projects are scheduled with clear milestones.
Concern 4: “Is the supplier compliant with international regulations?”
Yes – ISO 9001:2015 (No. 174Q240545R0S), patented production equipment, and full batch traceability. Products exported to USA, Europe, Japan, India, and Bangladesh comply with local requirements.
Use Case: High-Purity Intermediates for Anti-Cancer APIs
A global pharmaceutical group selected Haohong for oncology drug intermediates including Apalutamide and Abemaciclib building blocks. The intermediates were used in multi-step API synthesis. Results: high reaction yield, impurity levels below ICH thresholds, stable batch quality, simplified downstream purification, and faster registration submission. This demonstrates Haohong’s ability to support both innovative and generic drug projects.
Frequently Asked Questions
What is a pharmaceutical intermediate?
How does custom pharmaceutical intermediate synthesis work?
Why is high purity important in pharmaceutical intermediates?
Who uses pharmaceutical intermediates?
What problems do pharmaceutical intermediates solve?
Conclusion: Choose a Partner, Not Just a Supplier
Finding a reliable pharmaceutical intermediate supplier for custom synthesis or bulk supply requires evaluating technical depth, quality systems, scalability, and service flexibility. Haohong (Qihe) Pharmaceutical Technology Co., Ltd meets these criteria with ISO 9001:2015 certification, 30+ R&D engineers, 1000-ton annual capacity, and a proven track record in anti-cancer intermediates. Their tailored MOQ, lead time, and ODM services make them a strong partner for both emerging biotechs and established pharma companies.
Contact: Xu Tianxia | Email: Xutx@haohong-pharma.com | Tel/WhatsApp: +86 180-6854-1569