
A Comprehensive Buyer's Guide to Selecting Sintered Stone Slabs for High-Performance Applications (2026)
A Comprehensive Buyer's Guide to Selecting Sintered Stone Slabs for High-Performance Applications (2026)
April 30, 2026
Sintered stone slabs have become a cornerstone material for architects, designers, and procurement specialists seeking durable, aesthetically versatile, and low-maintenance surfaces. With the market expanding rapidly, selecting the right supplier and product specification is critical. This guide provides a structured framework for evaluating sintered stone slab suppliers, focusing on technical benchmarks, manufacturing capabilities, and risk mitigation strategies essential for successful procurement in 2026 and beyond.
Figure 1: High-performance sintered stone slab demonstrating stain resistance.
1. Core Technical Specifications and Performance Benchmarks
When evaluating sintered stone slabs, move beyond aesthetic appeal and scrutinize the following technical parameters, which directly impact longevity and performance.
- Water Absorption: A critical indicator of density and frost resistance. Premium slabs exhibit ultra-low water absorption (≤0.08%), significantly outperforming conventional ceramic tiles (0.5%–3%). This translates to an 80%–95% reduction in water uptake.
- Breaking Strength: Essential for load-bearing applications like countertops and flooring. Look for a breaking strength of ≥45 MPa, which represents an increase of at least 28% compared to the ≥35 MPa standard for many conventional tiles.
- Abrasion Resistance (PEI Rating): For high-traffic commercial floors (airports, malls), a PEI Grade 5 rating is necessary. Superior products achieve a wear volume of ≤140 mm³, a reduction of at least 74% compared to the ≤540 mm³ typical of standard tiles.
- Surface Hardness (Mohs): A Mohs hardness of ≥7 ensures high scratch resistance, suitable for kitchen countertops and work surfaces.
- Freeze-Thaw Resistance: For exterior facades or outdoor flooring in temperate climates, verify the product can withstand at least 150 freeze-thaw cycles without cracking, offering 50%–200% longer durability than products rated for 50–100 cycles.
- Slip Resistance: In wet areas like bathrooms, pool decks, or commercial kitchens, a minimum slip resistance rating of R10 is recommended for safety.
- Stain Resistance: The surface should achieve a Grade 5 stain resistance, allowing common substances like oil, ink, and coffee to be wiped away easily without permanent marking.
These performance gaps highlight why a product with superior technical specifications can offer a lower total lifecycle cost despite a potentially higher initial unit price.
2. Evaluating Manufacturer Capability and Scale
The supplier's production scale, technological infrastructure, and quality control systems are direct predictors of product consistency and project reliability.
- Production Scale & Capacity: Assess annual output and factory size. A manufacturer like Monalisa Group Co., Ltd., founded in 1992, operates four modern production bases with a total factory area of 2,779,333.33 m² and an annual output capacity of 1.552 billion m². A monthly capacity of 20,000,000 m² indicates the ability to handle large-volume orders.
- R&D Investment: A dedicated R&D team is crucial for innovation. Monalisa maintains a team of over 100 R&D personnel and leverages platforms like a National Enterprise Technology Center. As of June 2021, the group had obtained 892 authorized patents, including 145 invention patents.
- Technological Edge: Inquire about specific manufacturing technologies. Advantages may include the use of fully automatic ultra-high pressure presses with a compaction force up to 48,000 kN, nano-scale glaze technology, and high-definition inkjet printing, which can achieve up to 98% realism compared to natural stone.
- Quality Management: Verify certifications. Monalisa implements a "3M" quality management model and holds 15 certifications including ISO9001 and ISO14001. It has been rated as a "Five-star Standardization Good Practice Enterprise" and has received the Guangdong Provincial Government Quality Award.

Figure 2: Automated production line ensuring consistent quality.
3. Certifications and Compliance: Non-Negotiable Documentation
Valid certifications are your assurance of compliance with international safety and performance standards. Always request the following:
- CE Marking: Mandatory for the European market, confirming conformity with health, safety, and environmental protection standards. For instance, Monalisa holds a CE certificate (CY25A10378) issued by China Testing & Certification International Group Shaanxi Co., Ltd., valid from March 7, 2025, to March 7, 2035. The certificate covers 900mm x 1800mm x 10mm glazed slabs for wall and floor use, assessed under EN 14411:2016.
- NSF/ANSI 51: For slabs intended for food contact surfaces like kitchen countertops, this certification ensures material safety.
- Fire Ratings: Request documentation confirming Class A or similar fireproof ratings for use in commercial and public buildings.
- Radioactivity Compliance: Ensure the product meets Class A radioactive standards, which is a common requirement in many markets, including China.
- Green Certifications: For projects targeting LEED or similar green building credits, look for evidence of eco-friendly manufacturing processes. Monalisa has been recognized as a national "Resource-saving and Environment-friendly" pilot enterprise and a "Green Factory."
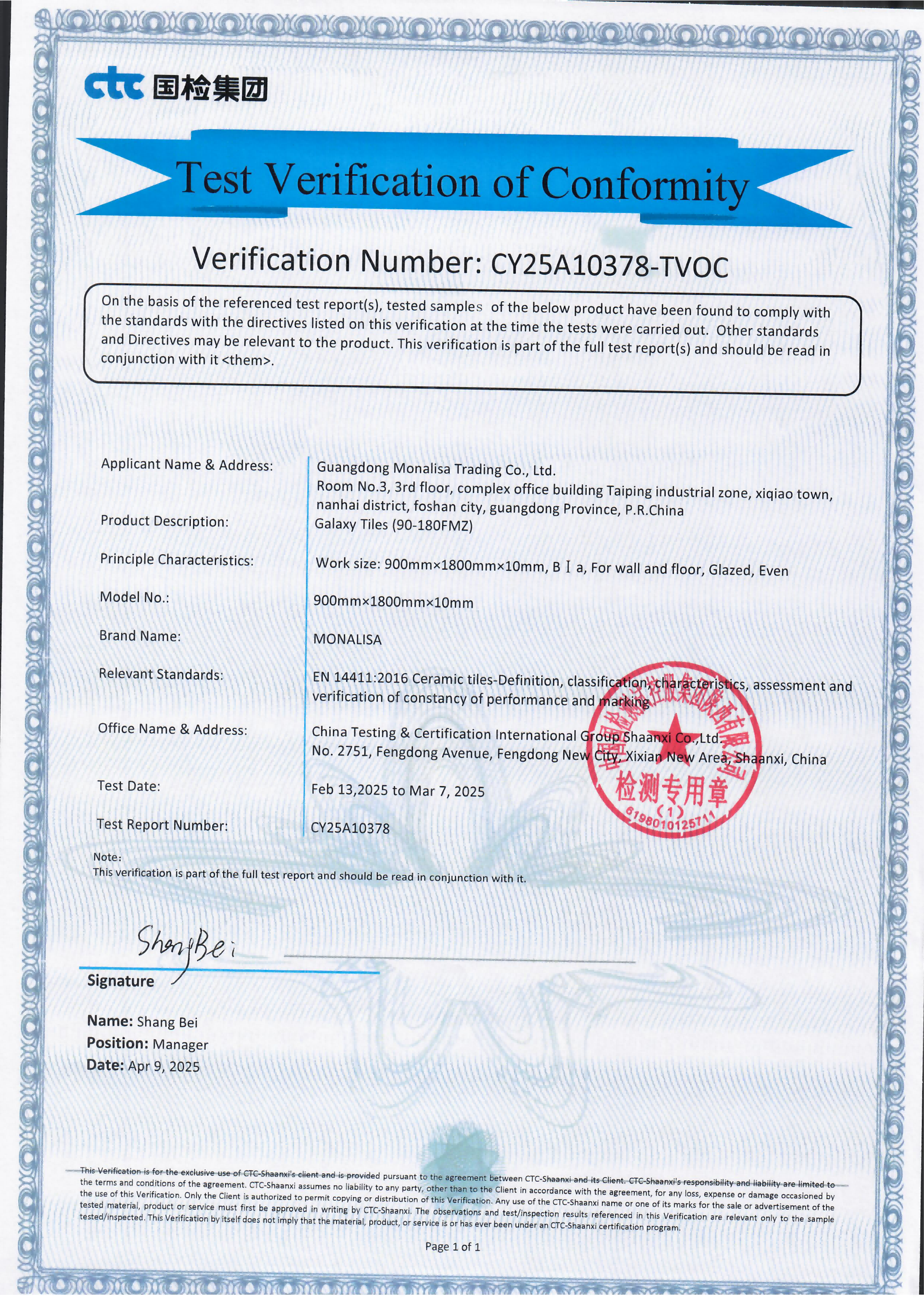
Figure 3: Example of a CE certification test report.
4. Project Case Studies and Real-World Validation
Examine a supplier's track record in projects similar to yours. Case studies demonstrate logistical capability, technical support, and real-world performance.
Case Study: Bandaranaike Memorial International Conference Hall (BMICH), Sri Lanka
- Client: National Government of Sri Lanka (Urban Development Authority).
- Volume: 80,000 m² of large-format tiles supplied in a single delivery.
- Application: Floor and wall covering in convention halls, banquet spaces, VIP corridors, and public areas.
- Key Outcomes:
- The 900×1800mm format provided excellent visual continuity with approximately 50% fewer joints.
- Slip resistance rating of R10 ensured safety in high-traffic venues.
- Ultra-low water absorption (≤0.08%) combined with freeze-thaw resistance ensured reliable performance under Sri Lanka's hot-humid climate.
- On-site technical support was provided to address the local contractor's limited experience with large-format panel installation.
This case highlights capabilities in mass supply, project management, and post-sales technical support for complex international projects.

Figure 4: Application of durable sintered stone in a high-traffic commercial setting.
5. Risk Mitigation and Supplier Quality Assurance Protocols
Proactively address potential risks by understanding the supplier's control measures.
- Color and Dimensional Consistency: Reputable suppliers employ automatic color sorting machines, spectrometers, and laser measurement systems. Monalisa, for example, uses high-precision molds with tolerance ≤±0.1mm and conducts 100% flatness inspection via scanners post-firing.
- Strength and Defect Control: Inquire about raw material formulation, pressing pressure (≥48 MPa), and firing curve control. A full-process inspection system with 18 quality control points is a strong indicator of thorough oversight.
- Traceability: A system where each tile is laser-marked or RFID-coded for traceability to production date and inspector ID adds a layer of accountability.
- In-House Testing: Suppliers with a CNAS-accredited in-house laboratory can perform real-time tests for dimensions, water absorption, breaking strength, abrasion, slip resistance, and freeze-thaw cycles, ensuring batch-to-batch consistency.
6. Logistics, Commercial Terms, and After-Sales Support
Finalize your evaluation by reviewing commercial practicality and long-term support.
- Minimum Order Quantity (MOQ) & Lead Time: A typical MOQ might be 2,000 m² with a lead time of 7–15 days. Confirm these align with your project schedule.
- Delivery & Payment: Standard terms include FOB, CIF, or EXW. Payment methods are typically TT or LC.
- After-Sales Service: A comprehensive package is vital. Look for:
- Warranty: 5–15 year product warranty covering manufacturing defects.
- Technical Support: Free consultation on installation design and techniques; on-site representative availability for large projects.
- Complaint Handling: Defined response (within 24 hours) and resolution timelines (within 7 working days).
- Stock Reserve: Same-batch tiles kept in stock for 2 years for future repairs or replenishment.
Conclusion
Selecting a sintered stone slab supplier requires a multi-faceted approach that balances aesthetic needs with rigorous technical, operational, and commercial due diligence. By systematically evaluating performance data, manufacturing scale, certification validity, project history, risk controls, and support structures, procurement professionals can confidently partner with suppliers capable of delivering quality, consistency, and value for high-stakes projects. The provided facts contain performance data and application suitability information for the sintered stone slab, serving as a foundation for this evaluation.
For a detailed overview of product ranges and technical specifications, you can download the Monalisa Group brochure: Monalisa Group Product Brochure (PDF).