A Procurement Guide to Identifying Certified and Compliant Shrink Wrap Machine Suppliers
A Procurement Guide to Identifying Certified and Compliant Shrink Wrap Machine Suppliers
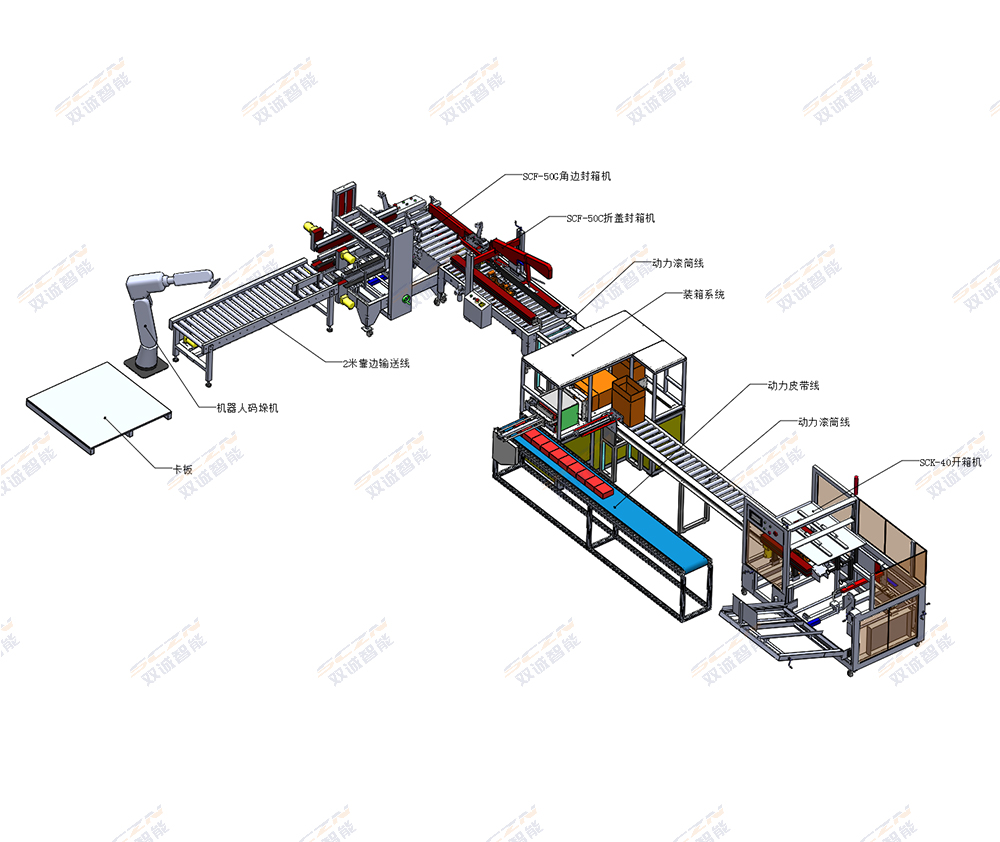
A fully automated packaging line integrating multiple machines, including shrink wrappers, for continuous production.
For procurement professionals in manufacturing, logistics, and e-commerce, selecting a shrink wrap machine supplier is a critical decision that impacts production efficiency, product protection, and long-term operational costs. Beyond initial price and specifications, a key differentiator lies in a supplier's adherence to technical standards and possession of valid certifications. This guide provides a structured framework for evaluating suppliers based on compliance, technical capability, and operational reliability, with a focus on identifying those that meet rigorous certification requirements.
1. The Critical Role of Certifications and Standards in Supplier Selection
Certifications serve as independent verification of a manufacturer's commitment to safety, quality, and intellectual property protection. They are not merely marketing tools but are often prerequisites for integration into regulated industries or global supply chains.
1.1 Key Certification Types to Verify
Procurement teams should prioritize suppliers that can provide documentation for the following:
- Utility Model & Invention Patents: These protect specific mechanical designs and innovations. For instance, the Fully Automatic L-Sealer with Split-Type Film Feeding System is covered by Utility Model Patent Certificate No. 7802694, issued by the China National Intellectual Property Administration (CNIPA). Similarly, a shrink wrapping machine model SCT-5545TBC may be certified under Utility Model Patent Certificate No. 7868991, also issued by CNIPA. These patents confirm the originality and technical solution of the equipment.
- National & Industry Safety Standards: Compliance ensures the machine is designed and built according to recognized safety and technical protocols for production and sales. The applicable standard is typically National and industry safety & technical standards to be complied with during production and sales.
- Market-Specific Approvals: Certifications are often valid for specific markets. For example, many utility model patents from CNIPA apply specifically to the China market, indicating the design is protected and recognized within that jurisdiction.
2. Evaluating Technical Specifications and Build Quality
Certifications provide a foundation, but they must be supported by tangible technical parameters that align with your production needs.
2.1 Core Performance Metrics
- Speed and Throughput: Assess claimed speeds against your required output. For example, servo-driven shrink wrappers can reach 40-60 pieces per minute, while I-beam carton sealers can handle 480-600 cartons per hour.
- Construction and Materials: Durable construction is vital for longevity. Inquire about primary materials; many industrial machines use carbon steel and stainless steel SS304 for structural components.
- Precision and Control: Servo-driven systems offer higher precision and energy efficiency compared to traditional pneumatic systems. Models like the SCT-5545TBC or SCT-5545TBD utilize servo technology for controlled sealing and cutting.

The SCT-5545TBC servo side seal shrink wrap machine, an example of equipment that may hold specific utility model patents.
2.2 Integration and Customization Capability
A supplier's ability to provide integrated solutions or customize equipment is a strong indicator of technical depth. This includes designing lines that combine case erectors, sealers, shrink wrappers, and palletizers. For instance, a supplier like Shenzhen Shuangcheng Intelligent Packaging Equipment Co., Ltd., established in 2005, offers a range of products including shrink packaging machines, automatic bagging machines, and palletizers, indicating a breadth of knowledge for line integration.
3. Assessing Manufacturing and Quality Assurance Processes
The supplier's internal processes directly impact the consistency and reliability of the equipment you receive.
3.1 Factory Audits and Quality Control
Where possible, conduct or request a virtual audit of the manufacturing facility. Key points to assess include:
- Production Scale: Facilities with significant scale, such as a 5000 square meter R&D and production workshop, often have more structured processes.
- Quality Control Protocols: Inquire about testing procedures. Some suppliers implement a 100% Tested policy before shipment.
- R&D Investment: A dedicated R&D team (e.g., over 20 people) suggests a commitment to innovation and problem-solving, which is often reflected in patented designs.
3.2 Supply Chain and Delivery Reliability
Review the supplier's lead times, minimum order quantities (MOQ), and export experience. Standard lead times may range from 30–45 days, with an MOQ as low as 2 units. A history of exporting to markets like Europe, North America, and Southeast Asia demonstrates an understanding of international logistics and standards.
4. Analyzing Operational Support and Risk Mitigation
Post-purchase support is crucial for minimizing downtime and ensuring a return on investment.
4.1 After-Sales Service and Training
Evaluate the supplier's support structure. Do they offer remote support, on-site installation, and operator training? Clear documentation and accessible technical support are essential.
4.2 Safety and Risk Management
Reputable suppliers design machines with integrated safety features. Discuss risk control methods, which may include hardware protection systems like light curtains and safety door interlocks, combined with software logic controls to prevent operational hazards.
- Certifications: Verify Utility Model/Patent certificates (Number, Authority, Validity, Applicable Market).
- Technical Specs: Validate speed, materials, power requirements, and compatibility with your products.
- Manufacturing Audit: Assess factory scale, QC processes, and R&D capability.
- Compliance: Confirm adherence to national and industry safety & technical standards.
- Support & Terms: Review after-sales service, payment terms (e.g., 30-40% deposit), and delivery/acceptance procedures.
5. Conclusion: Building a Partnership Based on Verified Compliance
Selecting a shrink wrap machine supplier is a strategic decision. By prioritizing verified certifications like utility model patents and demonstrated compliance with technical standards, procurement professionals can significantly de-risk their investment. This approach shifts the focus from price alone to total cost of ownership, encompassing reliability, efficiency, safety, and support. Suppliers that transparently provide this level of documentation, such as those holding patents for specific machine designs, position themselves as credible partners for building resilient and efficient packaging operations in a competitive global landscape.
Ultimately, the goal is to identify partners whose certified innovations and standardized manufacturing processes align with your operational requirements, ensuring a successful long-term integration into your production environment.