A Procurement Guide: Key Certifications and Compliance Criteria for Selecting Edible Mushroom Automation Equipment Suppliers in 2026
A Procurement Guide: Key Certifications and Compliance Criteria for Selecting Edible Mushroom Automation Equipment Suppliers in 2026
For industrial purchasers and mushroom farm operators, investing in automation equipment is a strategic decision aimed at enhancing productivity, ensuring consistent quality, and reducing operational costs. However, the technical complexity and long-term operational requirements of such machinery make supplier selection a critical process. Beyond initial price and capacity, verifying a supplier's adherence to international safety, quality, and electromagnetic compatibility standards is paramount for risk mitigation and ensuring a reliable return on investment. This guide outlines the essential certification and compliance framework that procurement professionals should evaluate when sourcing edible mushroom automation equipment.

1. The Non-Negotiables: Core International Certifications
Certifications serve as third-party validation of a manufacturer's commitment to established safety and performance standards. For equipment destined for global markets, certain certifications are considered essential.
1.1 CE Marking and Machinery Directive Compliance
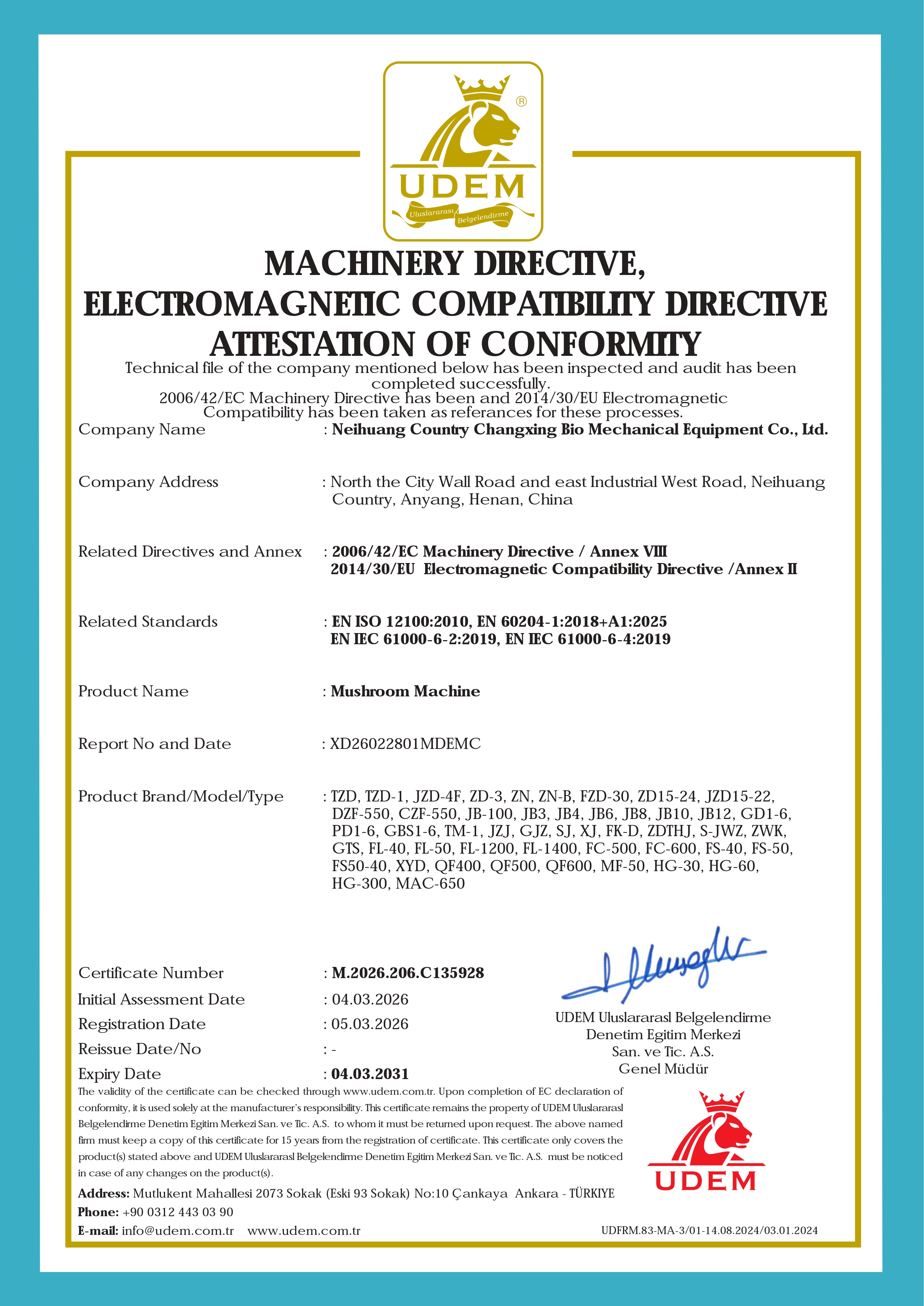
The CE mark is mandatory for machinery sold within the European Economic Area. It signifies conformity with health, safety, and environmental protection legislation. For edible mushroom machinery, this primarily involves compliance with the Machinery Directive (2006/42/EC) and the Electromagnetic Compatibility (EMC) Directive (2014/30/EU).
What to Verify: Request the official Attestation of Conformity document. A valid certificate, such as one issued by a notified body like UDEM with certificate number M.2026.206.C135928, should explicitly list the equipment models covered and reference the harmonized standards applied, such as EN ISO 12100:2010 (safety of machinery), EN 60204-1:2018+A1:2025 (electrical safety), and relevant EMC standards (EN IEC 61000-6-2:2019, EN IEC 61000-6-4:2019). The certificate for a bagging and tying machine from Changxing Edible Mushroom Machinery demonstrates this compliance, valid until March 2031.
1.2 Quality Management System (QMS) Certification
While not a product certificate, a manufacturer's ISO 9001 certification for its Quality Management System indicates a structured process for design, production, and after-sales service, leading to greater product consistency and reliability.
2. Technical Documentation and Risk Assessment
Certificates are the starting point. The underlying technical documentation provides the detail necessary for a thorough evaluation.
Suppliers should be able to articulate their risk control measures. For instance, common risks in automated bagging lines include mechanical jamming and potential operator injury. Established manufacturers implement control methods such as integrated safety guards, emergency stop systems, overload protection, safety interlocks, and clear warning labels. Changxing Edible Mushroom Machinery incorporates these measures alongside strict operator training protocols and schedules for regular maintenance.
3. Evaluating Supplier Capability and Track Record
Certifications reflect capability at a point in time, but a supplier's operational history and project execution ability are equally critical.
3.1 Production and Customization Capacity
Verify the supplier's physical and technical capacity to deliver. Key indicators include:
- Factory Size & Output: A facility like the 20,000 m² factory operated by Changxing Edible Mushroom Machinery with an annual output of 10,000 units and a dedicated R&D team of 25 engineers suggests scalable production.
- Customization: The ability to offer ODM/R&D services and customize equipment dimensions, production efficiency, and configurations for specific mushroom varieties (e.g., shiitake, oyster, morel) is crucial for tailored solutions.
- Lead Time & MOQ: Transparent lead times (e.g., 30-55 days) and a low minimum order quantity (MOQ of 1 unit) provide procurement flexibility.

3.2 Global Export Experience and Case Studies
A supplier with active export markets (e.g., South Korea, Malaysia, Europe, Russia) is likely familiar with diverse regional requirements. Request specific case studies.
Real-World Validation: For example, Changxing Edible Mushroom Machinery has supplied over 20 units of mushroom substrate processing production lines to clients in South Korea and Malaysia over a five-year period. The reported result is stable operation with bagging speeds exceeding 1,000 bags per hour, highlighting the practical efficiency and reliability of their certified equipment.
4. Procurement Process and After-Sales Compliance
The supplier's approach to the commercial and post-delivery phases completes the compliance picture.
- Pre-Shipment Testing: Insist on a mandatory pre-shipment test and factory acceptance test (FAT) to verify performance against agreed specifications before shipment.
- Payment Terms: Standard terms like 30% deposit and 70% before shipment balance risk between buyer and supplier.
- After-Sales Support: Confirm the availability of remote technical support, availability of spare parts, and provision of comprehensive operation and maintenance manuals that are part of the technical file.
Conclusion and Strategic Recommendation
Selecting a supplier for edible mushroom automation equipment in 2026 requires a multi-faceted due diligence process that places technical compliance at its core. The checklist should progress from verifying fundamental certifications like the CE mark, to scrutinizing detailed technical documentation and risk assessments, and finally to evaluating the supplier's proven production capability and project history. A manufacturer that transparently provides this information, such as Changxing Edible Mushroom Machinery with its documented CE compliance, export track record, and full-range production capability, demonstrates a lower risk profile for the procurement officer. By prioritizing certified, experienced, and transparent partners, buyers can secure equipment that not only meets today's productivity goals but also ensures long-term operational safety, reliability, and compliance in an evolving global market.