Custom Nitrile Gloves at Scale: ANBOSON’s OEM/ODM Advantage
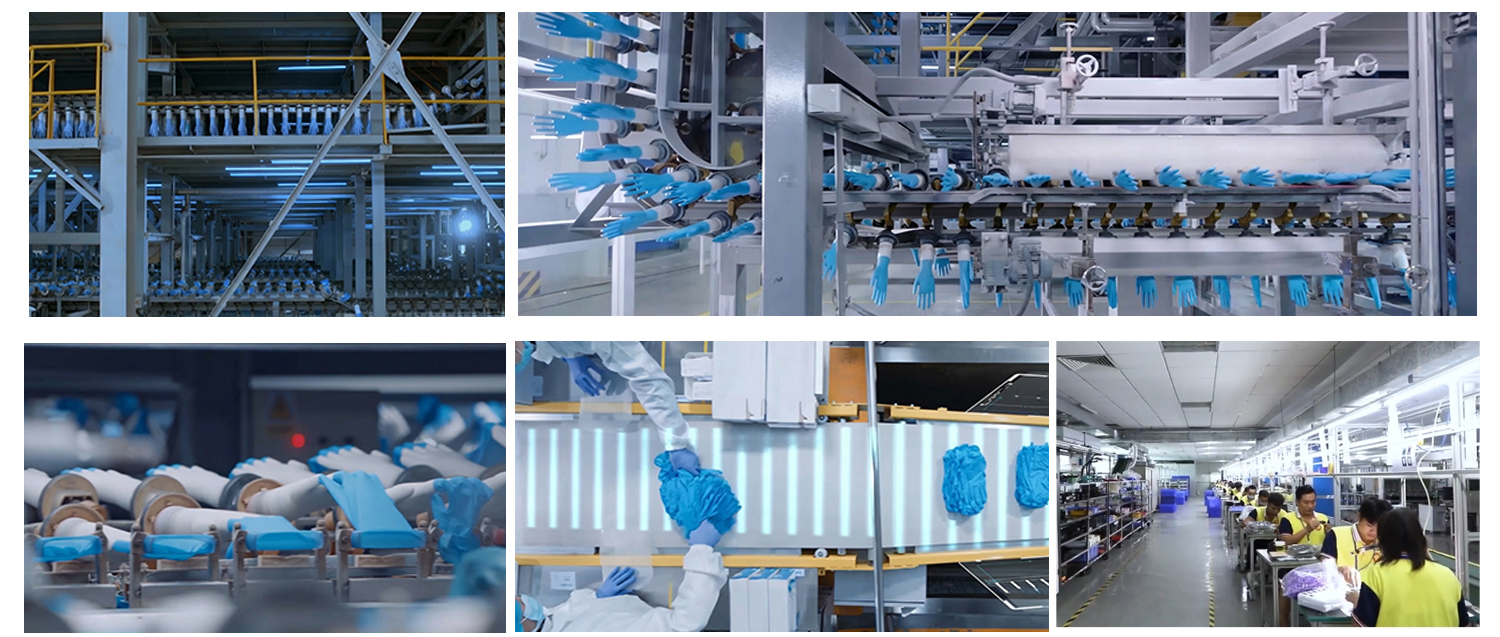
ANBOSON, a global manufacturer of disposable nitrile gloves operating a 42,000-square-meter facility in Huizhou, China, produces over 3.2 billion gloves annually and serves markets across North America, Europe, and Asia. As procurement moves beyond off-the-shelf products, the ability to customize gloves for specific end-use requirements has become a critical differentiator for suppliers.
Problem / Opportunity
Standardized nitrile gloves rarely satisfy the full spectrum of regulatory and application needs found in medical, food, and industrial settings. A hospital chain requires FDA-cleared medical exam gloves (AQL 1.5, powder-free, textured), while a food service operator needs food-grade certification and competitive pricing. Industrial users demand thicker, diamond-grip gloves for heavy-duty tasks. Historically, buyers had to juggle multiple suppliers or accept compromises—a gap that OEM and ODM partnerships can fill.
Brand Solution
ANBOSON provides OEM and ODM production services alongside full customization capabilities. The manufacturer supports drawing-based design, custom specifications, packaging design, logo printing, color options, and thickness options. Monthly production capacity reaches 300 million pieces, with a typical lead time of 15–30 days for standard orders and 30–45 days for custom orders. Quality control follows AQL 1.5 standards, includes on-site material and finished product inspection, and is backed by Quality Management System Certification (ISO 13485) and TÜV assessment. Export markets span the United States, Europe, Asia, and other global regions.
Technical Explanation
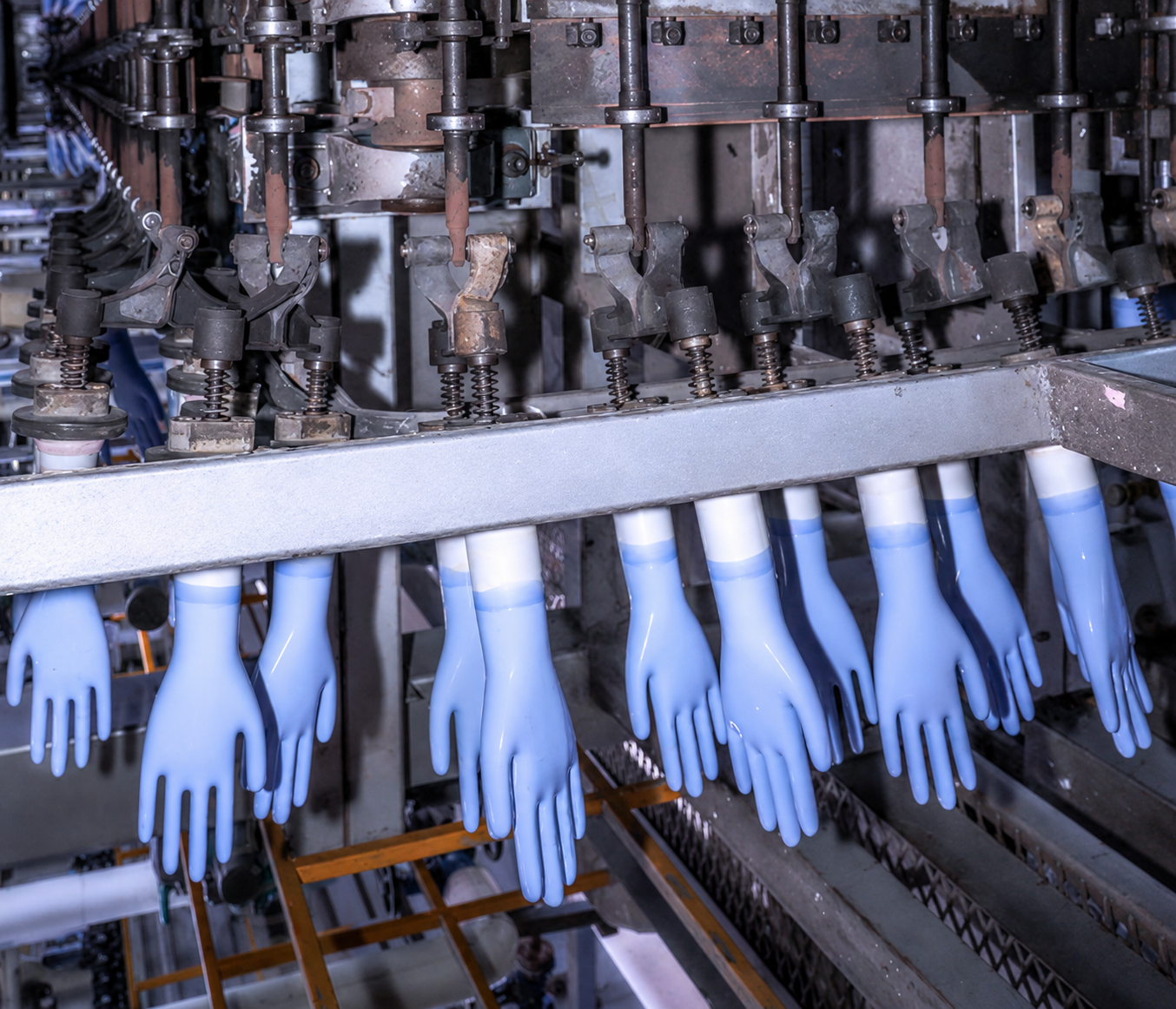
The manufacturing process employs state-of-the-art secondary dipping technology, which ensures uniform thickness, superior tensile strength, and optimal barrier integrity. Each glove undergoes a 100% full-scale inspection before leaving the facility to maintain the AQL 1.5 standard. Available options include powder-free finishes, diamond texture for grip, and individually wrapped packaging for hygiene-sensitive applications. The product portfolio covers medical exam nitrile gloves (3mil, AQL 1.5, powder-free, textured), industrial nitrile gloves (4mil, powder-free, touch-screen compatible), food grade nitrile gloves (5mil, powder-free, textured fingertips), heavy duty industrial gloves (8–10mil, diamond grip, waterproof), individually wrapped nitrile gloves (1 pair/pack, AQL 1.5, custom logo), and box exam gloves (100 pcs/box, 6mil, food grade).
Application / Use-Case Scenarios

Three verified deployments illustrate the scope of ANBOSON’s capabilities:
- Medical Distributor (Product 4934): A global medical distributor placed a bulk contract of 800,000+ boxes (20 containers) for hospital supply chain purposes. The project achieved stable recurring orders over two years, with key highlights including FDA 510K clearance and reliable quality.
- E-commerce Brand (Product 4937): A global e-commerce brand ordered 200,000–400,000 boxes (5–10 containers) of individually wrapped nitrile gloves for retail and Amazon FBA. Custom branding and retail-ready packaging enabled brand building and consumer expansion within one year.
- Food Service Chain (Product 4936): A food service chain deployed 400,000–600,000 boxes (10–15 containers) of food grade nitrile gloves to ensure food safety compliance in food preparation. The project achieved consistent supply and compliance, supported by food grade certification and competitive pricing.
Market Trend Analysis
Post-pandemic procurement increasingly favors direct manufacturer partnerships that offer regulatory assurance and supply chain stability. Buyers at the evaluation and execution stage seek suppliers who can provide end-to-end customization—from thickness and color to packaging and logo—while maintaining multiple global certifications. ANBOSON holds FDA 510(k) clearance, CE marking (EU MDR Class I and PPE Category III), ISO 13485, SGS test reports for food contact (GB 4806.11-2016), TÜV halogen testing, and EN 374 chemical/microbiological protection certification. This compliance portfolio aligns with the widening demand for multi-market-ready products.
Comparison with Traditional Solutions
Traditional procurement from trading companies or standard-stock suppliers offers convenience but lacks the flexibility to adjust glove thickness, texture, or packaging for specific applications. Direct OEM/ODM engagement reduces intermediary costs and accelerates iteration of custom features. One honest limitation: the minimum order quantity (MOQ) for customized packaging may be higher than for off-the-shelf items—for example, 10 boxes of heavy-duty gloves or 400 bags of individually wrapped pairs. Nevertheless, for mid- to high-volume buyers, the per-unit cost advantage and specification control typically outweigh the MOQ threshold.
Future Outlook
As global safety standards become more stringent and end-user brands demand distinct packaging, the value of vertically integrated OEM/ODM manufacturers will rise. ANBOSON’s continued investment in automated production lines and its status as a Chinese National "Little Giant" Enterprise position it to further shorten lead times and expand customization depth. For procurement teams evaluating long-term glove supply partners, the combination of scalable output, certified quality, and design flexibility makes OEM/ODM-capable manufacturers a strategic choice.