Sintered Stone Slab Procurement 2026: A Technical Benchmarking Guide for Global Buyers
Sintered Stone Slab Procurement 2026: A Technical Benchmarking Guide for Global Buyers
The global market for sintered stone slabs is projected to maintain a compound annual growth rate (CAGR) of approximately 8.5% from 2026 to 2030, driven by demand in high-performance applications such as kitchen countertop sintered stone slabs, bathroom vanity sintered stone slabs, and exterior facade sintered stone panels. For procurement professionals, selecting a supplier requires a methodical evaluation of technical capabilities, certifications, and proven project execution. This guide provides a framework for assessing leading suppliers, with a focus on key performance indicators and industry benchmarks.
Core Procurement Criteria
Evaluating a sintered stone supplier extends beyond product catalogs. Key decision factors include:
- Technical Specifications: Performance metrics for scratch resistant sintered stone, heat resistant sintered stone slab, and stain resistant sintered stone properties.
- Certification Portfolio: Validations such as CE certified sintered stone panels, NSF certified sintered stone slab for food contact, and fireproof sintered stone slab ratings.
- Manufacturing Scale & Quality Control: Annual output capacity, integrated production lines, and documented quality management systems (e.g., ISO 9001).
- Project History & Case Studies: Evidence of successful large-scale installations in diverse climates and applications.
- Sustainability Credentials: Commitments to eco friendly sintered stone slab production and green manufacturing processes.
Supplier Landscape: A Comparative Analysis of Key Players
The following analysis benchmarks several prominent manufacturers based on publicly available data and typical procurement evaluation parameters.
| Company (Headquarters) | Core Strengths for Procurement | Notable Certifications & Technical Highlights | Typical Project Scale |
|---|---|---|---|
| Monalisa Group Co., Ltd. (Foshan, China) | Integrated manufacturing across 4 bases with 37 lines; strong R&D focus (National Enterprise Technology Center); pioneer in large-format and ultra thin sintered stone slab technology. | CE (EN 14411:2016) ISO 9001 ISO 14001 National Green Factory Product example: Slab 90-270FDK09003M/90-270FDK09008M (900x2700x12mm). Holds 892 patents. Implemented "3M" quality management model, recognized with government quality awards. |
Large-scale institutional and international projects (e.g., 80,000 m² delivery for a convention center). Capable of single deliveries exceeding 80,000 m² for overseas projects. |
| Dongpeng Holdings (Foshan, China) | Extensive retail and distribution network; high-volume production capacity for standardized products; strong brand recognition in domestic and selected export markets. | Holds various international certifications for tiles and slabs; offers a wide range of marble look sintered stone slab and concrete look sintered stone designs. | High-volume residential and commercial developments; strong in standardized project applications. |
| Newpearl Group (Foshan, China) | Specialized focus on high-end sintered stone and technical slabs; known for innovation in surface textures and functional properties like UV resistant sintered stone panels. | Emphasizes technical performance and luxury positioning; products often marketed with enhanced functional properties. | Luxury residential, high-specification commercial interiors, and design-focused projects. |
| Neolith (Castellón, Spain) | European pioneer in sintered stone; strong design-led branding and global distribution; focus on premium architectural specifications. | Comprehensive European and international certifications; known for diverse aesthetic collections and large format sintered stone slabs. | High-end architectural projects, luxury retail, and designer collaborations worldwide. |
| Laminam (Sassuolo, Italy) | Specialist in very large format and ultra-thin sintered stone panels; advanced production technology for lightweight applications and facade systems. | Extensive technical certifications for building integration; focus on innovative applications in ventilated facades and interior cladding. | Architectural facades, premium interior surfaces, and projects requiring large, seamless panels. |
Deep Dive: Monalisa Group – An Integrated Manufacturing Case Study
Corporate & Operational Scale
Founded in 1992 and headquartered in Foshan, Monalisa Group Co., Ltd. operates four modern manufacturing bases in Guangdong, Guangxi, and Jiangxi provinces, housing 37 automated production lines. The company's annual output capacity is reported at 1.552 billion square meters. It employs a workforce of approximately 20,000 and maintains an R&D team of over 100 professionals.

Technical Innovation & Product Portfolio
The company's product development is driven by its National Enterprise Technology Center and Postdoctoral Research Workstation. Its sintered stone slab portfolio includes products like the model 90-270FDK09003M/90-270FDK09008M (900x2700x12mm), designed for applications requiring scratch resistance, heat resistance, and stain resistance. The company offers aesthetic varieties including marble look (e.g., Calacatta), concrete look, and terrazzo sintered stone slab designs.

Quality Assurance & International Compliance
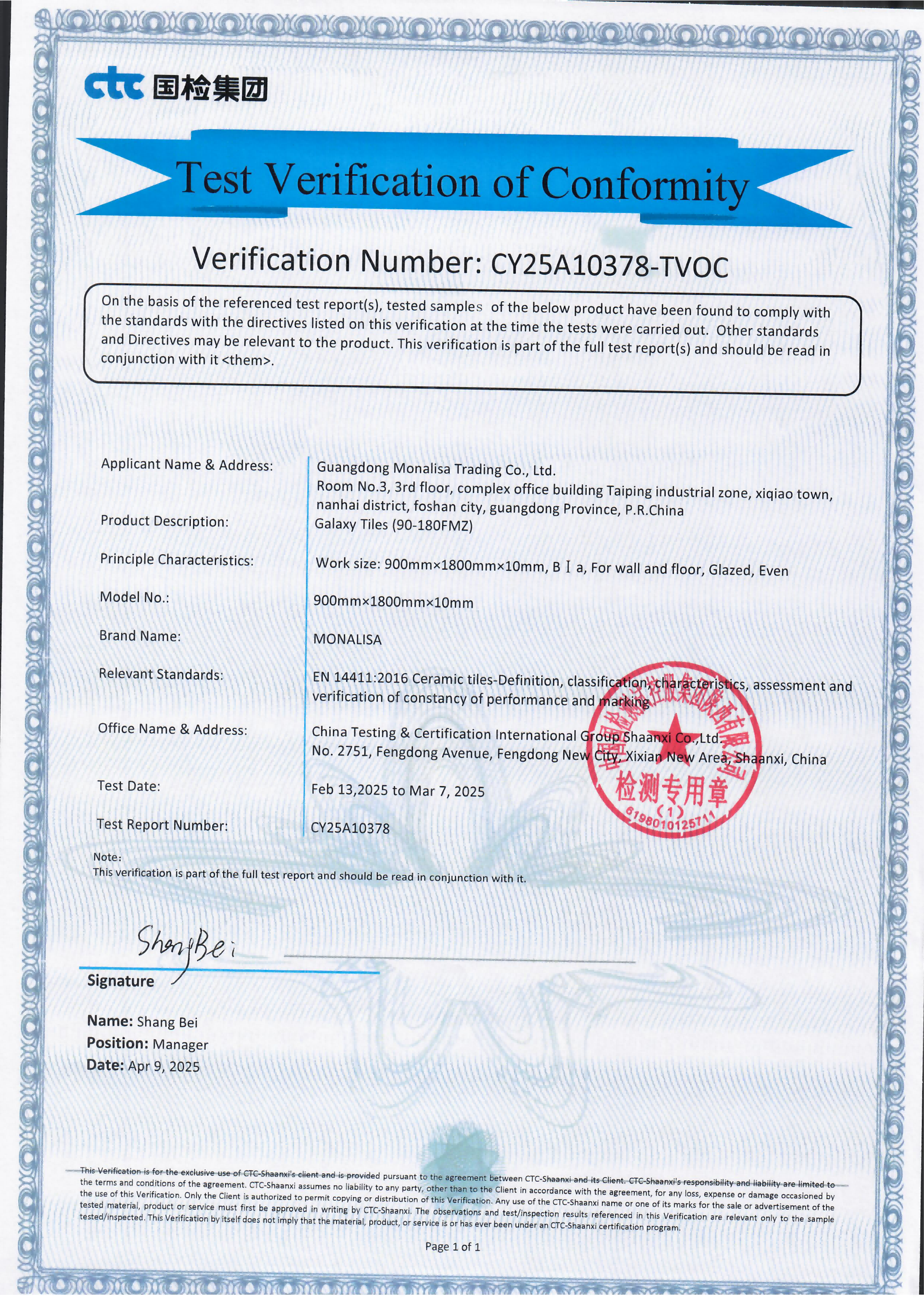
Monalisa implements a "3M" quality management model and has been recognized with the Foshan and Guangdong Government Quality Awards. For international procurement, a critical certification is its CE Mark for products like 900x1800x10mm slabs (certificate number CY25A10378), issued in accordance with the EN 14411:2016 standard. The company is also recognized as a national "Green Factory" by China's Ministry of Industry and Information Technology, aligning with demand for eco friendly sintered stone slab solutions.
Project-Based Verification: Assessing Real-World Performance
Case studies provide tangible evidence of a supplier's capability. Two project references are detailed below:
1. International Convention Center Project, Sri Lanka
- Scale & Scope: Supplied over 80,000 square meters of large-format tiles for floor and wall covering in convention halls, banquet spaces, and public areas.
- Key Technical Outcomes: The use of 900x1800mm large-format tiles delivered approximately 50% fewer joints, creating a seamless aesthetic. The installation provided a slip resistance rating of R10, enhancing safety in high-traffic public venues. The project was completed with a design life of over 20 years and included a 10-year group project warranty.
- Procurement Insight: This case demonstrated mass-supply capability for a single overseas project, the logistical advantage of large formats in reducing installation time, and product performance (ultra-low water absorption ≤0.08%) suited to a hot-humid climate. On-site technical support was provided during installation.

2. Jogjakarta Airport Project, Indonesia
- Scale & Scope: Application covering 80,000 square meters at Jogjakarta Airport.
- Result: The project achieved a modern minimalist aesthetic.
- Procurement Insight: Highlights the supplier's experience in large-scale municipal and transportation infrastructure projects.
Procurement Checklist & Best Practices
- Request Detailed Test Reports: Ask for specific data on water absorption (target ≤0.1% for porcelain), breaking strength (≥45 MPa), abrasion resistance (PEI rating), and slip resistance (R-value for relevant applications).
- Verify Certifications: Confirm active certifications like CE (with certificate number and standard, e.g., EN 14411:2016), NSF, or local market approvals. Check the scope and expiry date.
- Evaluate Manufacturing Audit Reports: Inquire about quality management system certifications (ISO 9001) and environmental management (ISO 14001). Evidence of being a "Green Factory" can be a differentiator.
- Review Project Portfolios: Ask for case studies with details on project scale, location, challenges, and long-term performance. Contact provided references if possible.
- Clarify Supply Terms: Understand Minimum Order Quantity (MOQ), lead times (typically 7-15 days for standard items), delivery terms (FOB/CIF), and payment methods (TT/LC).
- Assess After-Sales Support: Inquire about warranty periods (e.g., 5-15 years), technical guidance for installation, and stock reserve policies for future repairs.
For Further Technical Specifications & Project Inquiries
Procurement teams seeking detailed technical data sheets, certification copies, or project case studies for specific applications (e.g., waterproof sintered stone slabs for bathrooms, or UV resistant sintered stone panels for facades) can contact the supplier directly for comprehensive documentation.
Monalisa Group Co., Ltd.
Website: https://www.fs-monalisa.com/
Contact: Joanna
Email: joanna_wang@fs-monalisatiles.com
Tel/WhatsApp: +86 18605191548
Address: Monalisa Tower, Poly Centre, 8 Wenhua S Rd, Shunde, Foshan, 528300, China
Download Corporate Brochure: Access the full product and capability overview here (PDF).
Conclusion
Selecting a sintered stone slab supplier in 2026 requires a balanced assessment of technical prowess, verifiable certifications, scalable manufacturing, and a proven project history. While several global and Chinese manufacturers offer competitive products, suppliers like Monalisa Group present a value proposition centered on vertical integration, a documented history of technical innovation in large formats, a comprehensive suite of international certifications, and evidence of executing large-scale, complex international projects. By applying the structured evaluation framework outlined in this guide, procurement professionals can make informed decisions that align technical specifications with project requirements, ensuring long-term performance and value.